



生産率69%向上も、「ガートナー ITインフラ&データセンター サミット 2017」リポート
「昭和の町工場」が独自IoTシステムを開発、生産性を改善するまで
2017年05月02日 07時00分更新

愛知県碧南市に本社を構える中堅自動車部品会社「旭鉄工」は、自動車のエンジン、トランスミッション、ブレーキ、サスペンションといった機能部品の生産を手掛ける中堅企業だ。従業員数は480人で、昨年度の売上高は約158億円。同社で代表取締役社長を務める木村哲也氏は、「昭和の雰囲気が漂う、典型的な地方の町工場」と自社を表現する。
そんな旭鉄工は、自社開発した遠隔監視システムを活用し、生産ラインのIoT(Internet of Things)化を実現した。さらにそこで培った技術とノウハウを活かし、同システムを他の中堅・小企業に販売する新会社「i Smart Technologies」も設立。今やIoT活用の注目企業として、セミナーや講演に引っ張りだことなっている。
2017年4月27日、東京都内で開催された「ガートナー ITインフラストラクチャ & データセンター サミット 2017」の基調講演に登壇した木村氏は、「町工場でも成果の出せるIoT」と題し、旭鉄工のIoTシステムを紹介するとともに、同社設立に至るまでの経緯を披露した。
旭鉄工 代表取締役社長 兼 i Smart Technologies 代表取締役社長でCEOを務める木村哲也氏
「今、このスマートフォンで、愛知県の工場にあるラインの稼働状況がほぼリアルタイムで分かるんです。このシステムで3億円以上の設備投資削減と、1億円以上の労務費低減に成功しました」
講演冒頭、木村氏は壇上で、自分のスマホに刻々と表示される工場内の稼働状況グラフを披露した。
IoTシステムを自社開発したきっかけは2014年、取引先(トヨタ自動車)からの増産要請だった。生産性を向上させるには、ラインごとの生産予定数と実績数を表示する「生産管理板」を導入し、改善サイクルを回す必要があった。
「当時は生産数の記入や停止時間の記入は手書きで行っていました。そのため、正確な数値や稼働状況の把握は難しかったのです。また、記入漏れなどもあり、生産管理板の数値は誤差だらけでした」。システムの説明に登壇した 旭鉄工社員で i Smart Technologies執行役員兼任最高執行責任者(COO)を務める黒川龍二氏は、生産管理板にまつわる当時の課題を振り返る。

旭鉄工の社員で、i Smart Technologies 執行役員 兼 COOを務める黒川龍二氏
そこで、木村社長が目を付けたのがIoTだ。IoTシステムを導入し、「生産実績と停止時間の把握を自動化し、改善に役立てる」との方針を打ち出した。しかし、実際にIoT専用のシステムや製品を導入するには大規模な投資が必要だ。黒川氏は、「われわれのような規模の工場は、大がかりなIoT設備への投資は無理でした」と説明する。
さらに、大きな課題が立ちはだかった。それは、自社設備が“年代物”であることだ。ITソリューションベンダーが提供するIoTシステムは、古い施設には取り付けられない。「われわれには400程度の生産工程があり、設備数にすると数千台にも上っていました。そのうちの50%は20年以上、“昭和の設備”も10%程度稼働していたのです」(黒川氏)。
アキバで汎用パーツを調達し、試行錯誤しながら「稼働率モニタ」開発
お金は掛けずにシステムを構成したい――。行き着いた答えは、「汎用部品を使ってIoTシステムを自作する」だった。木村氏と黒川氏は東京・秋葉原のパーツ屋を巡ってセンサーなどを購入し、小型軽量ボードコンピュータの「Raspberry Pi」を使ってIoTをゼロから学んだ。「初期投資を安く抑えることが社長からの大命題。その結果、『データはクラウドで管理する』『汎用製品を使う』『工事費のかからない無線通信にする』ことを念頭に、IoTシステムを開発しました」と、黒川氏は語る。
そうして完成したのが、設備の稼働時間と停止時間をスマホから確認できる「稼働率モニタ」だ。設備に取付けたセンサー情報を送信機で集約し、インターネット経由でクラウドに格納。スマホやタブレットで参照する仕組みである。
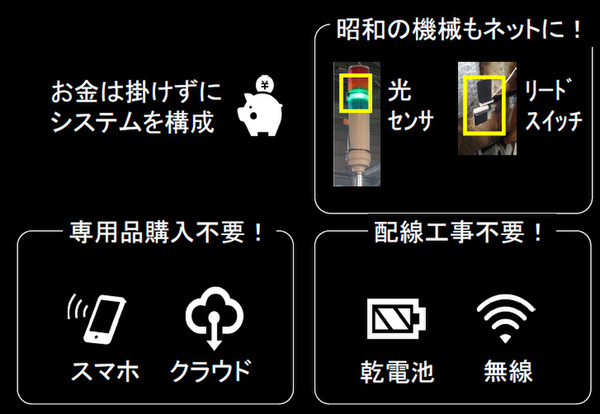
旭鉄工のIoTシステムの特徴(出典:i Smart Technologies)
とはいえ、稼働率を可視化しただけでは、業務改善サイクルは回せない。そこで、汎用モニタ(ディスプレイ)と無線LAN、さらにスピーカーを組み合わせ、設備の異常と稼働業況を可視化し、必要に応じてアラート音を上げる「iスマートあんどん」を開発した。ちなみに開発費は、「専門ベンダーが提供する価格の10分の1」(黒川氏)だったという。
iスマートあんどんの導入で、設備の異常をほぼリアルタイムに検知できるようになった。次に目指したのは、生産性の向上に向けた施策である。黒川氏は、「iスマートあんどんで、生産ラインの停止時間は削減できたが、生産個数は増加しませんでした。これを解決するためには、部品1つの生産時間(サイクルタイム)を把握する必要がありました。ライン稼働時間をサイクルタイムで割れば、生産数が把握できるからです」と説明する。
サイクルタイムを把握するため、完成部品が1つできるごとにパルス(電流)を発生させ、パルス数を記録するようにした。さらにパルスの発生したピッチを収集することで、生産時間データを取得した。これにより0.1秒単位で部品1個の生産時間を把握できるようになり、改善に役立てることが可能になったという。
本記事はアフィリエイトプログラムによる収益を得ている場合があります















の31.5型ディスプレーはうっとりするほどキレイだった、でもお値段は……")


























で240Hz&0.03msという欲張り4Kゲーミングディスプレーが至高の逸品すぎた")





